
A report by Len Prazych, President, NV Publications.
Hatboro, Pennsylvania based Acme Corrugated Box has always aspired to excellence. With the recent completion of its 80,000 sq ft expansion and the addition of the newer, faster, and more automated machinery, the company is more than well-positioned to soar to new heights in corrugated box making. Indeed, Acme has successfully built the automated box plant of the future and that future is now.
The company welcomed more than 150 customers, public officials, and guests to an Open House in the early summer. The company unveiled its new machinery and the sophisticated material handling and storage capabilities made possible by increasing the size of its 234,000 sq ft facility by more than a third.

The expansion project began in 2017, when the company began having capacity issues – specifically, there wasn’t WIP room to store the board that was being produced virtually non-stop off its previous 2.5m Fosber corrugator. “We weren’t efficient with our space,” concedes Bob Cohen, President, Acme Corrugated Box. “We were losing material because of lack of space, we’d have damage to our sheets, there would be falling units, we had material coming off the corrugator with no place to put it, all of which resulted in waste and added cost.”
Bob Cohen tasked his son, Vice President and General Manager, Jeremy Cohen, to lead the massive undertaking with the help of Ryan Stashko, Acme’s Engineering Project Manager. The pair began the process of investigating the possibilities and scenarios before making the commitment to dive in, begin construction, and procure new equipment.
“We had discussions with engineers, architects, attorneys, builders, contractors, and suppliers,” says Jeremy. “We had to get three zoning variances, then went to permitting but the pandemic hit and work stopped. Like every other box plant, we were busy trying to meet demand but in November of 2020 we said, ‘What are we waiting for?’ and went back to the work of expanding the plant and growing our business.”
The Power Of Partners
One of the Acme team’s early discussions was with Jim McLaughlin of WSA USA. Acme was one of WSA’s original customers when they first entered the North American market in 2011. McLaughlin was intimately familiar with Acme’s plant and the complex requirements the historic expansion dictated, which is why he accompanied Jeremy Cohen on a site visit to a box plant in Romania to see a vertical WIP storage system from Warak.
“When we saw it, we realized immediately that was what we needed,” says Cohen. “Like many other European box makers, we didn’t have the luxury of building out our plant horizontally, so we went vertical. It was the solution to being able to store about one day’s worth of work at our theoretical maximum, so Jim helped us design our system accordingly.”
 Much of 2019 and 2020 was spent refining and validating the Acme’s overall layout and performance capabilities with WSA USA’s 3D Digital Twin Factory Simulator Model using its actual order data.
Much of 2019 and 2020 was spent refining and validating the Acme’s overall layout and performance capabilities with WSA USA’s 3D Digital Twin Factory Simulator Model using its actual order data.
McLaughlin explains, “This allowed us to test in simulation every facet of the proposed material handling solution, from roll delivery, corrugator discharge, vertical WIP storage, transfer car cycle times, delivery to the converting machines, and more. The 3D Digital Twin projected and validated actual plant capacity, flow rates, cycle times, and highlighted potential bottlenecks. The model also allowed Acme to optimise the vertical rack cell design for enhanced efficiencies and maximum WIP capacity designed around Acme’s specific order mix.”
The racking system, only the third of its kind in the U.S., was installed by WSA USA in association with KTC, Warak and Harmax. It was fully operational by April 2023. The area under which the system was constructed required new ceilings be built to a height of 18m, whereas the remainder of Acme’s facility has a ceiling height of 12m.
“Jim was extremely creative,” applauds Cohen. “He provided solutions that were more cutting-edge, using better technology. And he didn’t just look at the technology here in the U.S. He looked at the technology in Asia and Europe, as well.”
McLaughlin was also responsible for introducing Acme Corrugated Box to Harmax and its roll material handling products, of which Jeremy Cohen became a big fan. “I’ve never loved having the clamp trucks on the wet-end of the corrugator,” he says. “It’s too big a truck to be so close to people. From a safety perspective, I like that it’s further away from the wet-end and that it automatically delivers rolls to our new Fosber corrugator.”
“I’m extremely proud of what we accomplished together in what was a very technical project,” says McLaughlin. “Acme’s project management team and our teams were able together to successfully transform Acme’s plant into one of the most automated and advanced corrugated box plants in North America, all while keeping their business running. It was indeed a historic project and one we’re all proud of.”
Automation is Key
Indeed, leading-edge technology and automation is at the heart of the expansion project. Acme’s new Fosber 2.8m corrugator can churn out 450 m/min and increase throughput by as much as 50%. The new S/Line is in doublewall configuration, with three level knife and three stackers. The expansion allowed for the roll stock area to increase roll stock capacity from one week’s supply to a month’s supply.

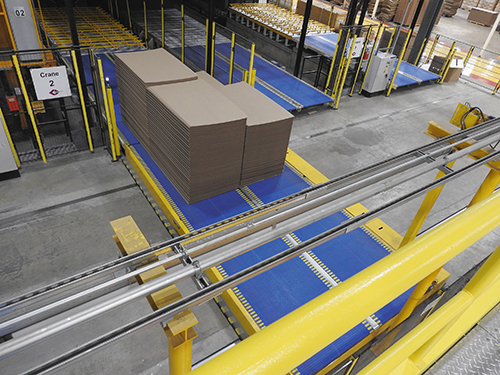
Because it now has an automatic roll delivery and a butt roll return system that takes rolls from the corrugator back to the roll storage area and a fully automatic material handling system – WSA USA provided all the infeed conveyor throughout the plant, all the outfeed conveyor is by Dücker – and an iFAS Smart Factory Automation System, no forklifts are needed between the corrugator and converting machines. The only operational fork trucks in the plant are in the shipping area. After 2.8m rolls are put into stock, a clamp truck will put it onto a Harmax dolly, which is inserted right into the single facer.
“Since we are now a highly automated plant, we were able to ‘reposition’ 15 forklift drivers to other jobs in the plant,” says Bob Cohen. “We didn’t reduce headcount, we just made headcount more productive.”
In fact, from the corrugator to the racking system to converting, there is virtually no human intervention. There is also no strapping or touching uniform stacks moving through Acme’s newly configured plant. Even the transfer cars are automated. And the activity never stops. The company now has 150 Production employees working three shifts.

More Technology, More Speed
Acme’s expansion included the addition of a Global Box Machine K1-X Jumbo Flexo Folder Gluer. Delivery was one of the reasons Acme decided to try the new technology offered by the K1. The new equipment also offered in line die-cutting which was an advantage over Acme’s old Jumbo machine.
Since it was already adding new equipment to its expanded production floor, Acme chose to increase production speeds with the addition of an Isowa Falcon casemaker, Isowa’s fastest converting line for mid-sized boxes. At speeds of up to 350 boxes per min, the Falcon allows for set ups while other jobs are running and it can be opened and closed for easy access to mechanicals, which simplifies cleaning and maintenance.
Jeremy Cohen says Isowa’s team ensured the Falcon would deliver proper setups and was calibrated accurately before employee training. The training consisted of a ‘hands-on’ component followed by classroom course work on safety and several days of application. “So far, the Falcon is exceeding expectations,” he says. In fact, Isowa said our installation was one of the smoothest startups in Falcon history.”

Expect the Unexpected
As one might imagine, planning and executing an expansion project of this magnitude was unbelievably time-consuming. Jeremy relates, “I can’t count the numbers of hours and the number of calls we were on to discuss the details of the project and to make sure the rack system fit, to make sure the building design was right, to make sure it fit in the pits, to make sure we had the sprinkler systems to meet code at the rack height, to make sure the sprinklers didn’t interfere with the product when it was in the rack.”
But everything didn’t always go as expected. Approximately 20,000 sq ft of Acme’s roof was opened up during construction, so whenever it rained the plant flooded; a transformer down the road from the plant blew up, which resulted in a cost of $300,000 to repair or replace drives and motors on Acme’s equipment; a water main break flooded the plant; and then there was a small fire in the plant.
“All in all, our guys did a tremendous job of keeping us up and running,” says Bob. “And this was in the heart of the pandemic when demand was great and we weren’t producing the way we’d been. More importantly, we kept our customers supplied throughout. And like everyone else in the box business, we were busy until June of 2022, when business seemed to fall off. Our numbers are back to where they were in 2019. Volume is about where it was pre-pandemic, only now due to price increases during the pandemic, revenue is up.”
Acme’s geographic footprint continues to be the same the five states of the mid-Atlantic region it has always served – Pennsylvania, New Jersey, Maryland, Delaware, and a little bit of New York. The company has a staff of 16 outside salespeople. Approximately 20% of its work is handled by outside brokers who have established long-term relationships with Acme. It also maintains partnerships with some major distributors.
Both Bob and Jeremy Cohen say now that the expansion is largely done, Acme can continue to focus on its commitment to its mission and its customers. “We’re focused on the structure of the box and will continue to innovate with paper types, flute types and mediums,” says Bob,
who adds that Acme sources a variety of papers globally. “If we can make a better sheet, by being provided better liner and medium with superior strength characteristics, then we can solve a lot of problems for our customers.”
“Our team has been through a lot over the last three years and we’re experiencing some ‘project fatigue’ here,” says Jeremy, who applauds the efforts of all who contributed to the project’s success. “In addition to Jim McLaughlin and WSA USA, the team from Warak in Spain really did a great job. And Fosber were great to work with. Our general contractor, MidAtlantic Construction from Philadelphia, was also outstanding to work with. But most of all I want to thank our employees, who persevered through constant changes to their work environment. The fact that they put their work boots and hard hats on and came to work every day was awesome to see. We couldn’t have done any of this without them.”
“We’re in a market with four or five other major independents who have survived in a tough region and continue to make investments as we have. We are positioned to be a very adept competitor who does a very efficient job for its customers,” concludes Bob. “I’m really pleased.”





